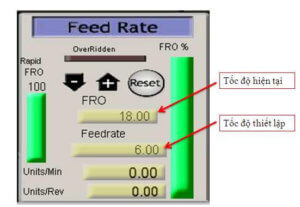
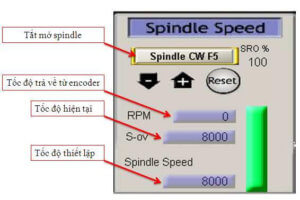
– Cycle Start : là nút bắt đầu chạy chương trình. Khi click vào nút này máy bắt đầu chạy chương trình.– Feed Hold (SPC): là nút tạm dung chương trình. Khi muốn nghỉ một lúc hay muốn dừng máy tạm thời ta click vào nút này lập tức chương trình sẽ dừng lại. Nếu muốn máy chạy tiếp thì click vào nút Cycle Start, khi đó chương trình sẽ chạy nối tiếp lệnh dang dở.– Stop : là nút dừng chương trình. Lựa chọn này sẽ làm cho chương trình dừng lại, giống nút Feed Hold, nhưng nếu ta lại cho chương trình chạy tiếp bằng cách click vào Cycle Start thì chương trình sẽ bỏ đi đoạn dòng lệnh đang chạy dở để đến dòng tiếp theo. Như vậy có sự sai lệch. Khi dừng bằng nút này thì không chạy lại được.– Các nút Zero X, Zero Y, Zero Z, để xác định tọa độ làm việc gốc (working coordinate) 0,0,0. Các ô bên cạnh để hiển thị đầu dao khi di chuyển.– Các ô Scale tương ứng với các trục để ta xác định tỉ lệ chạy. Ban đầu nếu chạy đúng tỉ lệ thì máy sẽ mặc định là tỉ lệ lên 1. Nếu muốn chạy tỉ lệ lớn hơn thì ta click vào đó sau đó gõ tỉ lệ khác rồi Enter. Lúc đó tỉ lệ sẽ thay đổi.– Nút Edit G-code: để sửa mã G-code.– Recent File: mở những file G-code đã chạy gần đây.– Load G-code để mở file Gcode.– Set next line: lực chọn dòng lệnh thứ ? trong file G-code. Ta gõ dòng cần chạy và enter.– Run from here: bắt đầu chạy máy từ dòng thứ ? mà ta chọn set next line.– Rewind Ctrl W: để quay về dòng lênh đầu tiên của file gcode. Dùng trong trường hợp nếu ta đang chạy dở mà muốn quay lại từ đầu.– Singal BLK Alt N: lựa chọn này sẽ điều khiển cho máy chạy từng dòng G-code một. khi lựa chọn chức năng này thì biểu tượng màu bên cạnh sẽ chuyển dần sang màu vàng. Lúc đó ứng với mỗi lần click vào Cycle Start máy chỉ chạy hết dòng code hiện tại rồi dừng lại. muốn chạy tiếp thì ta phải Cycle Start. còn khi ta không lựa chọn chức năng này thì máy sẽ chạy các dòng G-code từ trên xuống dưới một cách liên tục.– Reverse Run: chức năng chạy ngược mã G-code khi ta tạm dừng chương trình. Khi đó máy sẽ chạy ngược lại.– Offline: chạy mô phỏng, không truyền tín hiệu điều khiển xuống driver động cơ.– Ref All Home: Dịch chuyển về tọa độ gốc của máy. Khi nhấn nút này, đầu phay sẽ chay về vị trí tọa độ gốc của máy.– Goto Zero: đưa dao về tọa độ làm việc gốc. Máy sẽ đưa trục X và Y ở vị trí bất kì về tọa độ làm việc (0,0,0).– Khung Feed Rate để chỉnh tốc độ ăn phôi. Khung Spindle Speed để thay đổi tốc độ quay dao.
Đang xem: Hướng dẫn sử dụng phần mềm mach3
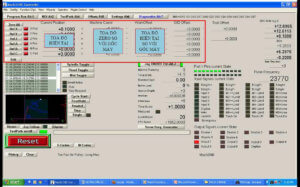
2. MDI SCREEN

– Ở cửa sổ này có 2 tính năng thường sử dụng: Local System Rotated: trong quá trình gia công có thể xoay hệ trục sao cho phù hợp với phôi.(nhập góc theo đơn vị ĐỘ). Input:Ví dụ: Muốn di chuyển đến tọa độ A(100,100,10) ta gõ vào lệnh sau: G0 X100 Y100 Z10
3. DIAGNOSTICS SCREEN
– Khi muốn 1 trục bất kì về HOME ta bấm vào nút REF trục tương ứng.
4. TAB MPG

– Bấm phím “tab” để hiển thị.
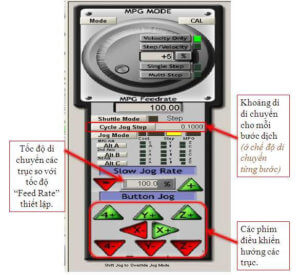
– Khi muốn di chuyển từng bước nhở ta làm như sau: bấm phím “CTRL”+ “HƯỚNG MUỐN DI CHUYỂN”.– Khi muốn bấm phím các trục di chuyển 100% tốc độ ta dùng: “SHIFT”+”HƯỚNG MUỐN DI CHUYỂN”– Còn bình thường bấm phím điều khiển các hướng thì máy sẽ di chuyển với tốc độ được thiết lập ở mục “Slow Jog Rate”.
Xem thêm: Lâm Hùng – Lời Bài Hát Chợ Đời
B. TRÌNH TỰ CÁC THAO TÁC KHI SỬ DỤNG MÁYa. Mở máy (kiểm tra đèn nguồn, nút ESTOP…) => nhấn

Tiếp tục công việc khi thấy nút “reset” không còn nhấp nháy.Bấm vào biểu tượng “REF ALL HOME” để di chuyển các trục về gốc máy. Bước này rất quan trọng nếu sau đó trong quá trình gia công xảy ra sự cố gãy dao, mất bước …b. Load file gia công bằng cách bấm vào biểu tượng “Load G-code”, gá phôi lên máy.c. Chọn điểm zero: Trong lúc tạo file gia công (G-Code) chúng ta đã chọn điểm ZERO, lúc này ta di chuyển các trục đến một vị trí trên phôi sao cho vị trí 3 trục nằm tương ứng với điểm ZERO trên phần mềm. Trường hợp không nhớ điểm gốc nằm ở vị trí nào ta dùng cách sau: bấm “ZERO X” , “ZERO Y” sau đó nhìn qua bên cửa sổ mô phỏng ta sẽ thấy điểm giao giữa 2 đường “màu tím” – đó là điểm 0.Cách làm trên máy như sau:
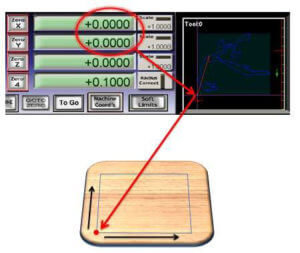
Nếu gốc tọa độ ở điểm khác thì các bạn thay đổi tương ứng.– Sau khi di chuyển các trục đến điểm như trên hình ta bấm “ZERO X”, “ZERO Y”. Sau đó muốn kiểm tra liệu rằng miếng phôi có đủ kích thước hay không ta làm như sau: cho trục X và Y di chuyển lần lượt theo hướng về cuối bản vẽ (hướng mũi tên đen trên hình) và nhìn trên cửa sổ mô phỏng, nếu trên cửa sổ các trục di chuyển hết bản vẽ mà mũi dao còn nằm trên phôi nghĩa là đủ phôi.– Xác định điểm “ZERO Z” bằng cách bấm cho trục Z chạy xuống, khi gần tới mặt phôi ta bắt đầu dùng chức năng di chuyển từng bước bằng phím “CTRL + hướng xuống Z” (mục đích để tránh trường hợp không kiểm soát được tốc độ và đâm dao xuống phôi). Khi vừa chạm mặt phôi ta bấm “ZERO Z”. (Đây là trường hợp chọn điểm ZERO Z nằm mặt trên của phôi – thông dụng).Vậy là ta đã xác định được điểm ZERO(0, 0, 0). Sau đó ta dịch chuyển Z lên một khoảng để an toàn và tiếp tục các bước tiếp theo.– Sau khi đã gá phôi và chọn được điểm ZERO ta kiểm tra lại các thông số một lần nữa để đảm bảo không có nhầm lẫn gì xảy ra. Đối với những người mới sử dụng máy, mặc dù đã tham khảo và cài đặt thông số về Feed Rate trên phần mềm nhưng do khả năng kiểm soát chương trình , khả năng xử lý sự cố chưa tốt nên ban đầu ta sẽ giảm “Feed Rate” xuống thấp sau đó trong quá trình chạy máy sẽ dần dần tăng lên và càng làm nhiều thì kinh nghiệm sẽ càng nhiều.– Sau khi đã kiểm tra kỹ ta bắt đầu cho chạy máy – bấm nút “Cycle Start”.
C. XỬ LÝ TRƯỜNG HỢP MẤT ĐIỆN1. Một số chú ý:– Về HOME khi chọn điểm ZERO mở máy (thường nếu không có sự cố thì chỉ cần làm 1 lần lúc mới khởi động máy).– Khi cúp điện máy phải tự động ESTOP được.– Lưu ý: Trường hợp bị mất bước, cắm dao hoặc một vấn đề nào đó nghiêm trọng thì có thể dùng bất kì cách nào mà có thể dừng được máy (ngắt điện, estop, esc…). Trường hợp gãy dao thì nên dùng “FEED HOLD” để không tốn thời gian về HOME lại (vì FEED HOLD = PAUSE = tạm dừng có kiểm soát (giữ tọa độ hiện tạivàZERO).Estop-Esc = dừng khẩn cấp không kiểm soát (mất tọađộ)).2. Các bước thực hiện: (sau khi khởi động lại máy)– Nếu trước lúc chạy ta có cho máy về HOME thì khi gặp sự cố ta chỉ cần cho máy về lại HOME thì máy sẽ lấy lại được tọa độ chương trình lúc trước đã SET. Do đó việc đầu tiên sau khi có điện lại là “REF ALL HOME” .– “Load G-CODE”– Chọn điểm bắt đầu chạy tiếp.3. Ví dụ: đây là bức tranh muốn chạy:

Bên phải là miếng phôi đang chạy thì bị cúp điện.
Công việc của chúng ta bây giờ là cần tìm ta đoạn chương trình nằm trước điểm bị cúp điện một khoảng vừa phải để bắt đầu chạy lại. Cách làm như sau:– Dùng chuột kéo thanh trượt ở của sổ hiển thị chương trình chạy máy hoặc click chuột vào khung cửa sổ đó và lăn chuột.
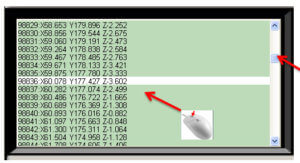
– Sau đó quan sát qua khung cửa sổ mô phỏng, ứng với mỗi dòng lệnh thì có một điểm màu trắng xuất hiện. Ta sẽ di chuyển lên xuống để chọn 1 điểm trắng gần và trước đó 1 khoảng nhỏ so với điểm “cúp điện” (thao tác này dựa vào cách quan sát và ước lượng).
Xem thêm: ” Quần Kaki Nữ Ống Đứng Đẹp Giá Tốt Giảm 41%, Quan Kaki Nu Ong Dung Chất Lượng, Giá Tốt 2021
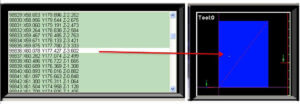
– Sau khi đã chọn được dòng lệnh như mong muốn ở trên ta kích vào nút “Run From Here” và đợi một lát để chương trình kiểm tra, nhìn xuống thanh Status khi nào thấy

– Ta bắt đầu nhấn “Cycle Start” chương trình sẽ xuất hiện thông báo
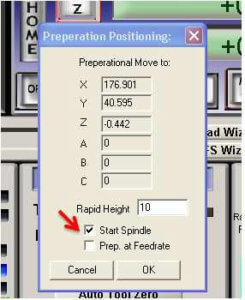
Nhớ tick chọn vào ô “Start Spindle” sau đó nhấn OK, máy sẽ bật Spindle và di chuyển đến tọa độ của dòng lệnh mà ta mong muốn sau đó đứng đợi.– Lúc này ta kiểm tra xem vị trí này có cách quá xa so với điểm đã chạy hay không, nếu thấy quá xa và không muốn tốn thời gian nhiều thì ta nên lựa chọn lại 1 điểm trước gần với điểm bị dừng lại. Nếu đã ok ta bắt đầu chạy máy bằng cách nhấn “Cycle Start” một lần nữa.